

กลุ่มผลิตภัณฑ์ จีทีไอ สำหรับการทดสอบการรั่วไหล
ขั้นตอนหลักของการทดสอบความสมบูรณ์ของแผ่นกรอง เฮปา

Ⅰ. ขั้นตอนมาตรฐานสำหรับการทดสอบการรั่วซึมของแผ่นกรอง เฮปา
การทดสอบการรั่วซึมของแผ่นกรอง เฮปา เป็นกระบวนการที่เป็นระบบ จำเป็นต้องปฏิบัติตามขั้นตอนมาตรฐานอย่างเคร่งครัด เพื่อให้มั่นใจได้ถึงความถูกต้องและความน่าเชื่อถือของผลการทดสอบ
² บทนำเกี่ยวกับละอองลอย
การนำ พีเอโอ เข้าสู่ระบบก่อนถึงตัวกรอง เฮปา เป็นขั้นตอนที่สำคัญ วิธีการนำละอองลอยเข้าสู่ระบบจะแตกต่างกันไปตามการใช้งานแต่ละประเภท
² แผ่นกรอง เฮปา ในระบบปรับอากาศ:
เพื่อให้แน่ใจว่าความเข้มข้นของละอองลอยกระจายตัวอย่างสม่ำเสมอเมื่อถึงตัวกรอง เฮปา จึงต้องป้อนละอองลอยจากด้านแรงดันลบของพัดลม หากป้อนจากท่ออากาศ จุดป้อนควรติดตั้งห่างจากตัวกรอง เฮปา อย่างน้อย 10 เท่าของเส้นผ่านศูนย์กลางท่อ และควรลดการโค้งงอของท่อให้น้อยที่สุด (ตามคำแนะนำของสมาคมวิทยาศาสตร์และเทคนิคด้านสิ่งแวดล้อมของอเมริกา) ในทางปฏิบัติ การรักษาระดับความเข้มข้นของละอองลอยต้นทางให้อยู่ในช่วงที่ต้องการก็เพียงพอแล้ว
² แผ่นกรอง เฮปา ในตู้ดูดควันแบบไหลเวียนอากาศราบเรียบหรือโต๊ะทำความสะอาดพิเศษ:
การทดสอบการรั่วไหลของอุปกรณ์ประเภทนี้ค่อนข้างง่าย — สามารถนำละอองลอยเข้ามาจากด้านแรงดันลบของพัดลมได้โดยตรง ไม่จำเป็นต้องพิจารณาปัญหาความเข้มข้นที่ไม่สม่ำเสมอที่เกิดจากการขนส่งระยะไกล
² การเตรียมอุปกรณ์ทดสอบ
การเริ่มต้นใช้งานและการปรับเทียบเครื่องวัดแสงละอองลอยเป็นขั้นตอนสำคัญในการรับประกันความแม่นยำในการตรวจจับ:
ดำเนินการขั้นตอนการเริ่มต้นใช้งานตามคู่มือการใช้งานอุปกรณ์
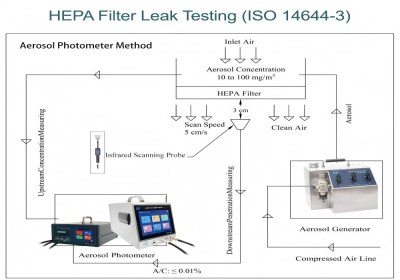
ตั้งค่าเกณฑ์การแจ้งเตือน (โดยปกติจะตั้งไว้ที่อัตราการรั่วไหล 0.01%)
เชื่อมต่อท่อเก็บตัวอย่างต้นน้ำเข้ากับพอร์ตเก็บตัวอย่างต้นน้ำ
วัดและปรับความเข้มข้นของละอองลอยต้นทางให้อยู่ในช่วงที่เหมาะสมคือ 10~20 ไมโครกรัม/มิลลิลิตร
ในขั้นตอนนี้จำเป็นต้องให้ความสนใจกับขั้นตอนการทำงานของเครื่องกำเนิดละอองลอย และต้องตรวจสอบให้แน่ใจว่าการกระจายขนาดอนุภาคของละอองลอยเป็นไปตามข้อกำหนดของการทดสอบ
² การทำงานของการสแกน
การสแกนเป็นขั้นตอนสำคัญในการทดสอบการรั่วไหล ต้องปฏิบัติตามขั้นตอนการทำงานต่อไปนี้อย่างเคร่งครัด:
การเตรียมการ: ถอดแผ่นกระจายอากาศ เฮปา ออกเพื่อให้เห็นพื้นผิวตัวกรองทั้งหมดและซีลโดยรอบ บริเวณที่ต้องตรวจสอบได้แก่: พื้นผิวตัวกรอง ซีลทั้งหมดระหว่างตัวกรองกับโครง ระหว่างโครง และระหว่างโครงกับห้องแรงดัน
² พารามิเตอร์การสแกน:
ควรวางหัววัดการสแกนให้ห่างจากพื้นผิวตัวกรองประมาณ 3 เซนติเมตร
ควรควบคุมความเร็วในการสแกนให้อยู่ภายใน 5 ซม./วินาที
เส้นทางการสแกนเป็นการเคลื่อนที่เชิงเส้นแบบไปกลับ
เส้นสแกนที่อยู่ติดกันควรซ้อนทับกันอย่างเหมาะสม (50% ของเส้นผ่านศูนย์กลางของหัววัดสแกน)
² การตรวจจับการรั่วไหล:
เมื่อเครื่องมือทดสอบส่งสัญญาณเตือน (การรั่วไหลเกิน 0.01%) แสดงว่ามีการรั่วไหล ณ ตำแหน่งนั้น ให้ทำเครื่องหมายไว้ และใช้ซิลิโคนซีลแลนท์เพื่ออุดหรือขันให้แน่นชั่วคราว จากนั้นทำการสแกนอีกครั้งเพื่อยืนยันผลการซ่อมแซม
² การคุ้มครองความปลอดภัย:
ผู้ปฏิบัติงานต้องสวมหน้ากากอนามัยและแว่นตาป้องกันตลอดเวลาเพื่อป้องกันการสูดดมหรือสัมผัสละอองลอย นอกจากนี้ ควรตรวจสอบความเสถียรของความเข้มข้นของละอองลอยต้นทางเป็นระยะ การทดสอบตัวกรองแต่ละตัวโดยทั่วไปใช้เวลาประมาณ 5 นาที
คลิกที่นี่เพื่อดูอุปกรณ์วัดค่าต่างๆ ของ จีทีไอ ในขั้นตอนการทดสอบ
Ⅱ. การตัดสินและการจัดการผลการทดสอบ
มีมาตรฐานและขั้นตอนที่ชัดเจนสำหรับการประเมินผลการทดสอบการรั่วไหลของแผ่นกรอง เฮปา เพื่อให้มั่นใจได้ว่าระบบการกรองทำงานได้อย่างปลอดภัยและเชื่อถือได้
² มาตรฐานคุณวุฒิ
อัตราการรั่วไหลที่ยอมรับได้สำหรับตัวกรอง เฮปา คือ ≤0.01% โดยมีกฎเกณฑ์ที่ชัดเจนดังต่อไปนี้:
² การพิจารณาคุณสมบัติ:
หากอัตราการรั่วไหล ณ จุดทดสอบทั้งหมดไม่เกิน 0.01% ในระหว่างการทดสอบตัวกรอง เฮปา ตัวกรองนั้นจะถือว่าได้มาตรฐานและสามารถใช้งานต่อไปได้
² คำพิพากษาให้ตัดสิทธิ์:
หากอัตราการรั่วไหล ณ จุดใดจุดหนึ่งเกิน 0.01% ตัวกรองจะถือว่าไม่ได้มาตรฐานและต้องดำเนินการแก้ไขโดยทันที
² ด้ามจับสำหรับป้องกันการรั่วซึม
สำหรับตัวกรองที่ไม่มีคุณสมบัติครบถ้วน สามารถปฏิบัติตามขั้นตอนต่อไปนี้ได้:
² ระบุจุดรั่วไหล:
ใช้ปากกาทำเครื่องหมายที่ไม่สามารถลบออกได้เพื่อทำเครื่องหมายจุดรั่วทั้งหมดอย่างแม่นยำและบันทึกอัตราการรั่วซึม
² มาตรฐานการซ่อมแซม:
สามารถใช้กาวชนิดพิเศษในการซ่อมแซมรอยรั่วในวัสดุกรองได้
พื้นที่ซ่อมแซมสำหรับรอยรั่วเพียงจุดเดียวต้องไม่เกิน 1% ของพื้นที่ตัวกรองทั้งหมด
พื้นที่ซ่อมแซมรวมสำหรับรอยรั่วทั้งหมดต้องไม่เกิน 5% ของพื้นที่ทั้งหมด
หากไม่เป็นไปตามมาตรฐานใดๆ ข้างต้น จะต้องเปลี่ยนไส้กรองทั้งหมด
² ข้อกำหนดการตรวจสอบซ้ำ:
หลังจากซ่อมแซมเสร็จสิ้นทั้งหมดแล้ว จะต้องทำการตรวจสอบและตรวจหารอยรั่วอีกครั้งอย่างละเอียด เพื่อให้แน่ใจว่าไม่มีรอยรั่วในบริเวณเหล่านั้น และอัตราการรั่วซึมโดยรวมเป็นไปตามมาตรฐาน
Ⅲ. ข้อเสนอแนะสำหรับรอบการทดสอบการรั่วซึมของแผ่นกรอง เฮปา
องค์กรและมาตรฐานต่างๆ มีข้อแนะนำที่แตกต่างกันสำหรับรอบการทดสอบการรั่วไหลของตัวกรอง เฮปา ผู้ใช้ควรเลือกความถี่ในการทดสอบที่เหมาะสมตามลักษณะเฉพาะของอุตสาหกรรมของตนเอง
ตัวอย่างเช่น ในแนวทางปฏิบัติสำหรับการผลิตยาปลอดเชื้อของ เอฟดีเอฟ รอบการตรวจสอบที่แนะนำคือครึ่งปี
นอกเหนือจากการตรวจสอบตามปกติที่กล่าวมาข้างต้นแล้ว การทดสอบการรั่วไหลยังจำเป็นในสถานการณ์พิเศษต่อไปนี้ด้วย:
²หลังการติดตั้งหรือเปลี่ยนชิ้นส่วน:
ควรทำการทดสอบการรั่วซึมของแผ่นกรอง เฮปา ที่ติดตั้งใหม่หรือเปลี่ยนใหม่ทุกแผ่นทันที เพื่อยืนยันคุณภาพการติดตั้ง
²สถานการณ์ผิดปกติ:
ผลการตรวจสอบด้านสิ่งแวดล้อมแสดงให้เห็นว่าคุณภาพอากาศเสื่อมโทรมลงอย่างผิดปกติ
ผลิตภัณฑ์ไม่ผ่านการทดสอบความปลอดเชื้อ
การทดสอบจำลองการบรรจุอาหารเลี้ยงเชื้อล้มเหลว
เพื่อเป็นส่วนประกอบหนึ่งของการสำรวจความเบี่ยงเบน
²อุปกรณ์พิเศษ:แผ่นกรอง เฮปา ที่ใช้ในอุปกรณ์ต่างๆ เช่น อุโมงค์อบแห้งและเตาอบอบแห้ง ควรได้รับการทดสอบการรั่วซึมด้วยเช่นกัน สำหรับรอบการทดสอบ สามารถดูได้จากมาตรฐานระบบหลัก
Ⅳ. การวิเคราะห์หาค่าของแผ่นกรอง เฮปา ที่ไม่ได้มาตรฐาน
แผ่นกรอง เฮปา อาจไม่ผ่านเกณฑ์มาตรฐานระหว่างการทดสอบในโรงงานหรือการทดสอบการรั่วไหลในสถานที่จริง สาเหตุสามารถสรุปได้ดังนี้:
²เหตุผลที่สามารถมองเห็นได้ชัดเจน
ปัญหาที่สามารถตรวจพบได้จากการตรวจสอบด้วยสายตาหรือการทดสอบอย่างง่าย:
ความเสียหายบนพื้นผิวตัวกรอง:
ความเสียหายที่เห็นได้ชัดหรือความเสียหายเชิงกล ซึ่งสามารถสังเกตได้ง่ายด้วยตาเปล่า
ความเสียหายเล็กน้อย ซึ่งสามารถตรวจพบได้ด้วยเครื่องตรวจจับบนแท่นทดสอบ
อาจจำเป็นต้องซ่อมแซมความเสียหายหลายอย่างในโรงงานโดยผู้เชี่ยวชาญ
ความเสียหายระหว่างการผลิต:
วัสดุตัวกรองได้รับแรงกดดันมากเกินไปในระหว่างกระบวนการผลิต
ความเสียหายโดยอุบัติเหตุที่เกิดจากการใช้งานที่ไม่ถูกต้องของมนุษย์
ความเสียหายเฉพาะจุดของตัวกรองสามารถซ่อมแซมได้ แต่ต้องเป็นไปตามมาตรฐานที่กำหนด
ข้อบกพร่องในการปิดผนึก:
การรั่วไหลของอากาศบริเวณรอยต่อระหว่างตัวกรองและโครงตัวกรอง (สาเหตุที่พบบ่อยที่สุดที่ทำให้ไม่ผ่านเกณฑ์)
การรั่วไหลของอากาศเกิดจากการปิดผนึกรอยต่อของวัสดุยาแนวที่ไม่ถูกต้อง
[วิธีแก้ปัญหา]
การใช้แถบปิดผนึกโพลียูรีเทนแบบโฟมที่ติดตั้งในสถานที่สามารถช่วยป้องกันปัญหาการเชื่อมต่อได้
แถบกาวที่มีรอยต่อควรใช้การออกแบบส่วนต่อประสานแบบเขาวงกต
²เหตุผลเกี่ยวกับวัตถุดิบ
ข้อบกพร่องที่เกี่ยวข้องกับคุณภาพของวัสดุตัวกรอง:
ประสิทธิภาพของวัสดุกรองไม่เพียงพอ:
วัสดุตัวกรอง เฮปา ไม่เป็นไปตามมาตรฐาน (ประสิทธิภาพการกรอง ≥99.97% สำหรับอนุภาคขนาด 0.3 ไมโครเมตร ที่ความเร็วลม 5.3 ซม./วินาที)
ข้อบกพร่องพื้นฐานไม่สามารถแก้ไขได้ด้วยการประมวลผลภายหลัง
การเกิดฝุ่นละอองจากวัสดุ:
ตัวกรองไดอะแฟรมแบบดั้งเดิมมีข้อจำกัดในการควบคุมวัตถุดิบที่ใช้ในการผลิตไดอะแฟรมกระดาษ
สภาพแวดล้อมการผลิตวัสดุกรองที่ไม่สะอาดเพียงพอ ทำให้เกิดฝุ่นละอองขึ้น
วิธีการทดสอบบางวิธีไม่สามารถตรวจจับสาเหตุของการเกิดฝุ่นละอองเหล่านี้ได้
ปัญหาในกระบวนการตรวจจับ:
การตัดสินใจผิดพลาดอันเนื่องมาจากวิธีการทดสอบหรือการดำเนินการที่ไม่เหมาะสม:
การรบกวนจากกระแสน้ำวน:
ในระหว่างการสแกน กระแสลมหมุนวนบริเวณช่องระบายอากาศจะพัดพาฝุ่นละอองรอบข้างเข้าไปในบริเวณที่ทำการสแกน
เป็นการยากที่จะแยกแยะระหว่างการรั่วไหลจริงและผลลัพธ์ที่ผิดพลาดซึ่งเกิดจากการรบกวนของกระแสน้ำวน
[สารละลาย]
ผู้ผลิตแก้ปัญหานี้โดยการติดตั้งสถานีตรวจสอบในห้องปลอดเชื้อ
การประเมินความเข้มข้นของสารที่ปลายทางผิดพลาด:
หลังการติดตั้ง ประสิทธิภาพของตัวกรองไม่ควรตัดสินจากความเข้มข้นของฝุ่นที่ไหลผ่านเพียงอย่างเดียว
ตัวกรองที่ได้มาตรฐานอาจถูกประเมินผิดพลาดได้เนื่องจากแหล่งปนเปื้อนอื่นๆ
สารละลาย:การประเมินอย่างครอบคลุมจำเป็นต้องผสมผสานการตรวจจับหลายจุดและการวิเคราะห์แนวโน้มเข้าด้วยกัน
Ⅴ. สรุปและข้อเสนอแนะ
การทดสอบการรั่วซึมของแผ่นกรอง เฮปา เป็นขั้นตอนสำคัญในการรับรองคุณภาพอากาศในสภาพแวดล้อมที่สะอาด และจำเป็นต้องมีการจัดทำแผนการทดสอบและบำรุงรักษาอย่างเป็นระบบ:
²การกำหนดมาตรฐานกระบวนการ:ปฏิบัติตามกระบวนการตรวจจับอย่างเคร่งครัด — ทุกส่วนต้องมีการดำเนินการที่เป็นมาตรฐาน ตั้งแต่การนำละอองลอยเข้าสู่กระบวนการสแกน
²การปรับปรุงวงจรให้มีประสิทธิภาพ:ความถี่ในการทดสอบควรพิจารณาจากมาตรฐานอุตสาหกรรมและความต้องการที่แท้จริง แนะนำให้ลดช่วงเวลาการทดสอบลงในสภาพแวดล้อมที่ปลอดเชื้อ
²การประเมินผลลัพธ์:แยกแยะความแตกต่างระหว่างรอยรั่วจริงและรอยรั่วปลอมได้อย่างถูกต้อง มีการใช้หลายวิธีร่วมกันเพื่อประเมินสถานะของตัวกรองอย่างครอบคลุม
²ร่องรอยของปัญหา:เมื่อตรวจพบการรั่วไหล ควรวิเคราะห์หาสาเหตุที่แท้จริงจากหลายแง่มุม เช่น วัสดุ กระบวนการผลิต การติดตั้ง และการบำรุงรักษา
²ความครบถ้วนสมบูรณ์ของการบันทึก:บันทึกข้อมูลโดยละเอียดและปัญหาที่พบในการทดสอบการรั่วไหลแต่ละครั้ง และสร้างโปรไฟล์วงจรชีวิตของตัวกรอง
การจัดการทดสอบการรั่วไหลอย่างเป็นระบบจะช่วยให้มั่นใจได้ว่าแผ่นกรอง เฮปา อยู่ในสภาพการทำงานที่ดีที่สุด และยังให้การปกป้องที่เชื่อถือได้สำหรับสภาพแวดล้อมที่สะอาด หากคุณมีความต้องการใด ๆ เกี่ยวกับการทดสอบการรั่วไหลของแผ่นกรอง เฮปา โปรดติดต่อ จีทีไอ เพื่อขออุปกรณ์ทดสอบที่เกี่ยวข้อง
คลิกที่นี่เพื่อเรียนรู้เพิ่มเติมเกี่ยวกับ จีทีไอ



รับราคาล่าสุดหรือไม่ เราจะตอบกลับโดยเร็วที่สุด (ภายใน 12 ชั่วโมง)